Ви + ❤️ = захист 👩🏻⚕️👨🏻⚕️
Ця стаття адаптований переклад та комбінація інструкції з друку каркасів для масок від шведських мейкерів 3DVerkstan. Оригінал за цим посиланням https://3dverkstan.se/protective-visor/
Це перша спроба шведських мейкерів 3DVerkstan допомагати героям-лікарям у лікуванні хворих пацієнтів. Проблема полягає у нестачі захисного одягу для лікарів та медсестр, тому створили каркас для закріплення пластику, а одним словом, маску. Каркас легко друкувати та компонувати з пластиком. Ми вдячні причетним за допомогу друку та зібрали інструкції у цій статті, щоб полегшити роботу з 3D принтером.
Чому ми робимо пул матеріалів українською з виготовлення Personal Protective Equipement (PPE), обладнання для персонального захисту? PPE є дієвим інструментом зархисту медичного персоналу. Виготовлення деякі з виробів для PPE можна швидко розгорнути на базі малих майстерень, що робить цей інструмент легким у використанні і одночасно здатним допомогти у регіонах з слабким централізованим постачанням захисту для лікарів та мед персоналу.


Маска протестована та рекомендована медичними працівниками з усього світу, але існує різні норми медичних матеріалів, будь ласка, дотримуйтесь інструкцій відповідно для України.
Щоб долучитися до ініціативи з друку та передачі масок лікарням, заповніть, будь ласка, форму.
Якщо вам потрібні дані маски, пишіть у форму зворотнього зв’язку
Цілі розробки маски:
- Використовувати легко доступні пластикові пластини, з найменшим відхиленням від норми, та інструменти, наскільки це можливо.
- Всі деталі можуть бути надруковані з розміром сопла до 1 мм та висотою шару до 0.5 мм.
- Захист від крапель зараження понад очима.
- Друк менше 20 хв.
- Без високих вимог до 3D принтерів
- Однаковий дизайн каркасу шоломів для загальнодоступних матеріалів друку (PLA, CPE, PETG, ABS etc.)
Необхідні матеріали:
- лист напівжорсткого пластику
- діркобпробивач для паперу
- принтер та пластик для 3D друку.
3DVerkstan розробив 3 версії маски, вибір якої залежить від регіону.
Оскільки ми знаходимось в Україні, то нам потрібна версія для Європи.
Посилання на файли https://www.youmagine.com/designs/protective-visor-by-3dverkstan
Якщо ви раптом, читаєте цю статтю зі Швеції або Північної Америки, то варто подивитись версію маски за цим посиланням https://3dverkstan.se/protective-visor/protective-visor-versions/
Налаштування для принтера.
Описані налаштування відповідають термінології, які використовують в Ultimaker Cura, але вони притаманні для будь-якого слайсеру, де можливо змінювати налаштування.
вставити скрін саме моделі для європи
Який пластик використовувати?
Підходить весь найпоширеніший жорсткий пластик для 3D друку.
Якщо ви плануєте спеціально купувати пластик, то краще обрати PETG чи інакший поліестерний пластик, оскільки має кращу термостійкість і переносність деяких хімічних речовин. PLA також відповідає вимогам.
Не слід використовувати наступний пластик:
- Весь гнучкий TPU, TPC або подібний до гнучкого.
- Пористий, як Polymatte або Colorfabb LW-PLA
- Дерево або інші полімери, наповнені натуральним волокном, бо можуть поглинати рідини.
- PVB, PVA або BVOH, будь-що, що легко розсмоктується алкоголем чи водою, PolySmooth не є відповідним пластиком, оскільки він розчинятиметься в дезінфекції, яку використовуватиме лікарня.
- PMMA, оскільки має дуже низьку стійкість до спиртів.
Ми не оцінювали смоляні принтери для смоли, щоб друкувати рамки для екранування обличчя.
Які налаштування можна використовувати?
Якщо ви просто хочете розпочати друк, спочатку перевірте, чи є у вас налаштування або файли для комбінації принтера / сопла.
Якщо у нас його немає, або ви хочете оптимізувати, інструкція описана нижче.
Який відсоток заповнення використовувати?
Ця модель розроблена для повністю суцільного друку.
Це означає, що ви можете встановити відсоток заливання 100%, дотримуючись запропонованих нижче параметрів ширини лінії та кількості стінок. Це покращить швидкість та якість друку.
Важливо, щоб друкована деталь мала якомога менше порожнеч, оскільки це збільшуватиме час висихання після дезінфекції й ускладнить його очищення.
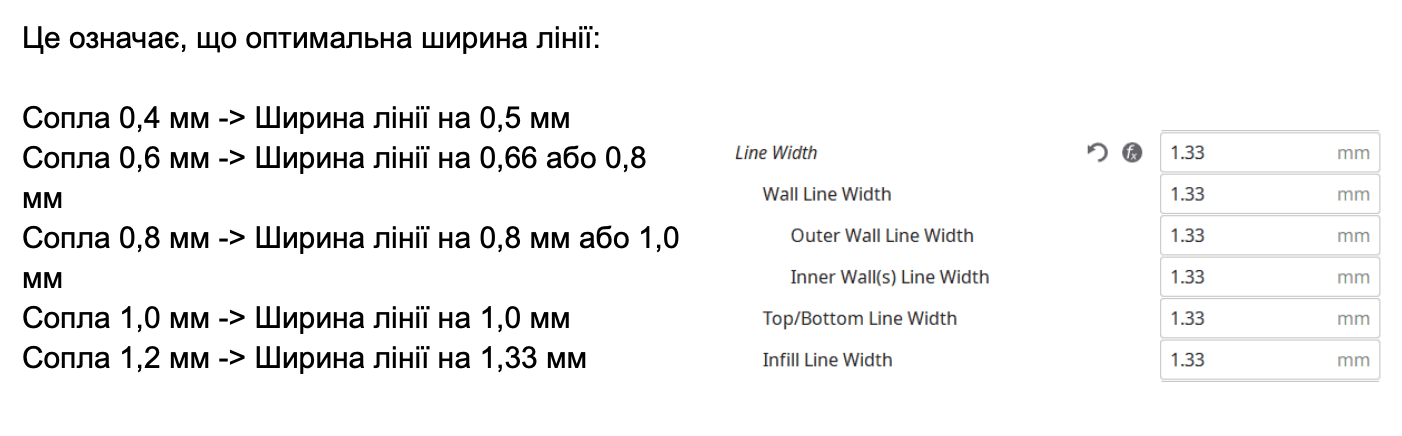
Які розмір сопла та лінію друку використовувати?
Оскільки однією з ключових цілей цього проекту є високий обсяг виробництва, ми пропонуємо, при можливості, використовувати сопло та висоту шару більше ніж зазвичай.
Деталі реально друкувати з соплом до 1.2 мм, якщо правильно налаштувати друк. Краще використовувати для переваги high-flow hotend як Mosquito Magnum чи E3D Supervolcano.
Налаштуйте всі ширини ліній кратними, приблизно, до 4 мм.
Cura приховує декілька налаштувань за замовчуванням, варто обрати режим видимості налаштувань “експерт”.
Налаштуйте товщину стін приблизно до 2.5 мм, щоб з лінією друку 0.8 мм мати, як мінімум, 3 стіни, з 0,4 мм він повинен бути не менше 5, а з шириною лінії 1,33 мм потрібно лише 2 стіни.
Яку висоту шару використовувати?
Конструкція дуже сумісна з товстими шарами друку без негативних наслідків, тому відповідь «якомога товстіший».
Товщина шару залежить від розміру сопла, оскільки шари потребують неабиякого стиснення, тому товщина шару має бути в межах 66% від розміру сопла.
Потрібно дотримувати висоту шару 0,6 мм або нижче, інакше тонка зона захисту каркасу від крапель може не надрукуватися.
Висоти шарів, які ми пропонуємо використовувати:
0,4 мм: 0,25 мм (standard hotend)
0,6 мм: 0,3 мм (standard hotend)

0,8 мм: 0,3 мм (standard hotend)
0,8 мм: 0,5 мм (high-flow hotend)
1,0 мм: 0,6 мм (high-flow hotend)
1,2 мм: 0,6 мм (high-flow hotend)
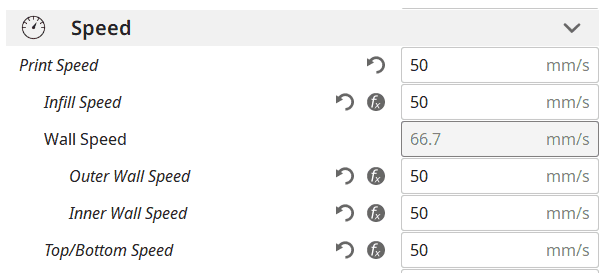
Яку швидкість друку використовувати?
Оскільки ця конструкція не має підтримок і мало потребує охолодження, головним обмежувальним фактором швидкості друку являється hotend flow rate.
Hotend flow rate— це число, яке визначає, скільки пластику може розплавитися ваш принтер за певний час.
Якщо ви хочете просто почати друкувати:
Почніть з запропонованою товщиною шару та лінії, відповідно до сопла, зі швидкістю 40 мм / сек. Це має спрацювати для будь-якого принтеру.
Переконайтесь, що різні параметри швидкості друку мають однакове значення, крім “швидкості друку початкового шару”, оскільки це важливо для адгезії шару. Нормальне стартове значення — близько 20 мм / сек.
Ultimaker Cura має досить багато “прихованих” налаштувань швидкості друку, але якщо увімкнути “експертний” режим, ви можете змінити їх.
Якщо ви досвідчений мейкер і хочете прискорити швидкість виробництва:
Для звичайного E3D V6 це приблизно 10 мм³ / сек, що з соплом 0,8 мм і висотою шару 0,3 мм розраховується як: 10 мм³ / (0,8 мм * 0,3 мм) = ~ 40 мм / сек,
High-flow hotend, подібний до Mosquito magnum з соплом 0,8 мм і шириною лінії 1,0 мм, може, з іншого боку, натискати більше 30 мм³ / сек, або 30 мм³ / (1,0 мм * 0,5 мм) = ~ 60 мм / сек
Такий High-flow hotend, як E3D Supervolcano, може плавити до 100 мм³ / сек, а з соплом 1,2 мм та шириною лінії 1,33 мм він може видавлювати 100 мм³ / (1,33 мм * 0,6 мм) = ~ 125 мм / сек
На практиці, можливо важко досягти бажаного результату з різних причин, при ознаках недоекструдування принтера, щоб вдосконалити якість шляхом спроб та помилок, почніть зі зниження швидкості друку на 5 мм / сек та підвищення температури друку на 5 градусів.
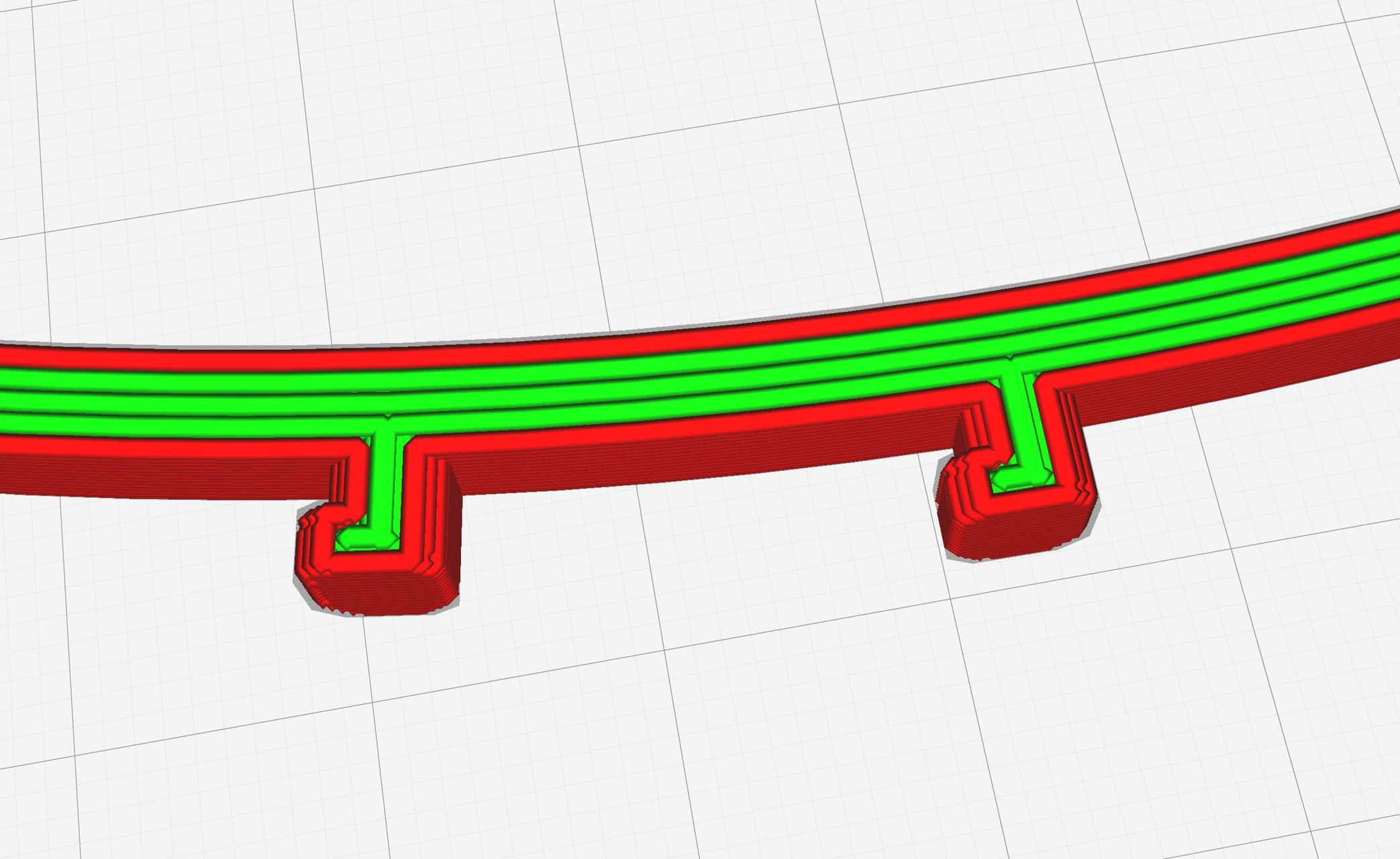
На що потрібно звертати увагу при формуванні перших шарів?
- Усі лінії дотримуються форми, без зигзагоподібних візерунків, крім тонкої поверхні фронтальної частини маски.
- Жодних дивних проривів у лініях, які схожі на кілька коротких ліній, роблячи суцільну лінію з порожніми проміжками.
- Всі лінії з’єднані та торкаються між собою.
Як робити отвори для пластикової пластини:
- Налаштуйте діркобпробивач для паперу розміром А6, витягуючи напрямну планку до позначки А6.
- Зробіть тестові отвори на папері, виміряйте відстань від країв, переконайтесь у симетричності.
- Зробіть перші два отвори на довгій стороні А4
- Згорніть лист по короткій осі, зробіть другі два отвори навпроти перших двох, з однаковими відступами від країв.
Готово
